Door te solderen kan men met betrekkelijk eenvoudige middelen praktisch alle metaalsoorten verbinden. Solderen is immers het met behulp van gesmolten soldeer (een metaal) het aan een hechten van diverse, ook onderling verschillende metalen. Dus een aantrekkelijke techniek voor de doe-het-zelver die een waterleiding wil aansluiten of een fiets-frame, speelgoed of iets dergelijks wil repareren.
Wat is solderen nu precies?
Met een gesmolten metaal is het mogelijk metalen met elkaar te verbinden. Het grote voordeel daarbij is dat dit ook geldt voor verschillende metaalsoorten, zoals bijvoorbeeld koper op lood en messing op aluminium.
Belangrijk is dat het smeltpunt van het verbindingsmateriaal, het soldeer, lager is dan dat van de te verbinden metalen. Voor solderen heeft u dus soldeer nodig en een warmte-bron (soldeerbout of brander) om het te solderen materiaal te verhitten zodat het soldeer daarop gaat smelten. Een derde component is een van te voren aan te brengen vloeimiddel. Dit houdt de schoongemaakte soldeerplaats tijdens het soldeerproces vrij van verontreinigingen en bevordert het uitvloeien van het soldeer.
De juiste smelttemparatuur
Het te solderen voorwerp moet op zo’n manier verhit worden dat het vloeimiddel zijn werk kan doen en het soldeer erop smelt. Die smelttemperatuur luistert erg nauw. Is deze te laag dan vloeit het soldeer niet goed uit en bij een te hoge temperatuur verbrandt het vloeimiddel. Ook dan ontstaat er geen goede verbinding. Bij overhitting gaat alles fout: soldeer verbrandt, het werkstuk vervormt of kan zelfs smelten.
Het verschil tussen hard- en zachtsoldeer
Alleen de smelttemperatuur van het soldeer bepaalt de grens tussen zacht-en hardsoldeer. Ligt het smeltpunt onder de 400 °C dan zijn we aan het zachtsolderen, boven die temperatuur is het hardsolderen. Zachtsolderen is zowel met de soldeerbout als met een vlam mogelijk. Voor hardsolderen, daarentegen, waarmee een vele malen sterkere verbinding tot stand komt, is een vlam noodzakelijk.
Hardsoldeer zal, uitgaande van gelijke omstandigheden, een vijfmaal zo sterke verbinding opleveren als zachtsoldeer.
Weet om welk metaal het gaat
Het is belangrijk te weten welke materialen u wilt solderen en vooral wat de smeltpunten daarvan zijn. Dit bepaalt welk soldeer en welke vloeimiddelen u kunt gebruiken. De smelttemperatuur van het soldeer moet altijd lager zijn dan dat van de te solderen metalen. Anders zou het werkstuk meesmelten.
U bent al een heel eind indien u de volgende materialen weet te onderscheiden: tin, lood, zink, aluminium, messing, koper, ijzer en rvs. Het wordt wat moeilijker als het om samengestelde metalen, legeringen gaat. Veelal zal daar het in hoogste percentage voorkomende metaal te herkennen zijn. De legering, heeft een ander smeltpunt. U moet er rekening mee houden dat dit kan zijn verlaagd. Kunt u dit niet achterhalen, maak dan een proef soldering.
Zuiver, tin, lood en zink zijn niet hard te solderen omdat hiervan de smeltpunten op of onder de 4Q0 °C liggen. Aluminium is een kritisch geval. Het komt meestal in gelegeerde toestand voor waardoor het smeltpunt (660 °C) kan v zijn verlaagd.
Gegalvaniseerde metalen
Metalen die voorzien zien van een laag zink, chroom, nikkel of koper zijn te solderen zonder dat deze laag wordt verwijderd. Voor soldeer en vloeimiddel gaat u uit van de metaalsoort van deze gegalvaniseerde laag. U dient daarbij wel rekening te houden met de smelttemperatuur van het daaronder liggende basis metaal.

Zachtsoldeer en vloeimiddelen
Met uitzondering van rvs en aluminium kunnen alle metalen met een tin/lood soldeer en een vloeimiddel op basis van metaalchloride (S-39) gesoldeerd worden. Tin/lood heeft een zeer laag smeltpunt met 90 °C. Datzelfde geldt voor het soldeer cobaltin met een zeer laag smeltpunt (ca. 145 °C).
Tin/zilver soldeer wordt gebruikt voor koper, messing, tin en lood als het gaat om een grote warmte bestendigheid, nl. tot 175 °C. Tin/zilver soldeer heeft een blijvende zilverglans en is gifvrij omdat het geen lood of cadmium bevat. Het is zeer geschikt vóór drinkwater en c.v. leidingen.
Voor rvs en oud zink is een actiever vloeimiddel nodig. Naast een hoog chloridegehalte is daar vrij zoutzuur aan toegevoegd. Na het solderen moeten de restanten van deze vloeimiddelen snel en grondig worden verwijderd.
Aluminium is een hoofdstuk apart. De soldeerlegering bestaat uit cadmium en zink waarbij een speciaal vloeimiddel wordt gebruikt. Bij gebruik van een zink/aluminium legering, als het om solderen van aluminium op aluminium gaat, is géén vloeimiddel nodig.
Hardsoldeer en vloeimiddelen
Met zilverhardsoldeer kunnen, met uitzondering van aluminium, alle hardsoldeerverbindingen gemaakt worden. Zilverhardsoldeer is een legering van zilver én koper waar aan eventueel zink, cadmium, lood ,en/of tin is toegevoegd. Cadmium-vrij zilverhardsoldeer met een hoog percentage zilver en een zelfde smeltpunt is duur maar, gifvrij. Dat geldt ook voor het goedkopere fosfor houdend zilverhardsoldeer maar dit kan alleen op koper en koperlegeringen worden toegepast. Dit is dus geschikt voor drinkwater- en waterleidingen in het algemeen.
Messing-soldeer (koper met zink) is goedkoop maar heeft een hoog smeltpunt (900 °C) waarvoor een speciale propaan/zuurstofbrander nodig is. Het vloeit slecht uit en is daarom minder geschikt voor spleetsolderen. Het is beter messing fitting niet hard te solderen.
Zowel voor zilver- als voor messingsoldeer zijn er speciale vloeimiddelen, meestal in 1 poedervorm aan te maken met water.
Aluminium hardsoldeer is een legering van aluminium en silicium met een smeltpunt van slechts 80 °C lager als zuiver aluminium (oppassen!). Een speciaal hierop afgestemd vloeimiddel is nodig.
Het juiste soldeergereedschap
Metalen zijn goede geleiders waardoor de op de soldeerplaats toegevoerde warmte snel in de rest van het werkstuk wordt afgevoerd. In welke mate dat plaatsvindt, is afhankelijk van de metaalsoort, de omvang van het werkstuk en de dikte van het metaal. Tevens speelt de omgevingstemperatuur een niet onbelangrijke rol. Per geval moet beoordeeld worden met welk gereedschap u de gewenste soldeertemperatuur kan bereiken.
Elektrische soldeerbouten: Het vermogen wordt aangegeven in Watts en ze zijn er van ca. 25 tot 500 Watt. De temperatuur van de soldeerstift loopt daarbij van ca. 250 tot 600 °C.
Soldeerpistool: In tegenstelling tot de soldeerbout heeft een pistool een zeer korte opwarmtijd. De maximum stiftpunttemperaruur is 550 C. Geschikt voor het solderen van kleine elektronische componenten.
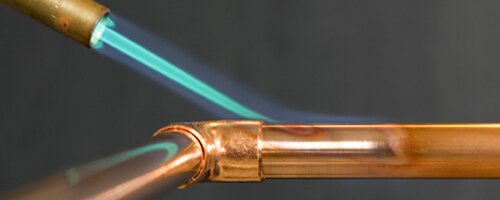
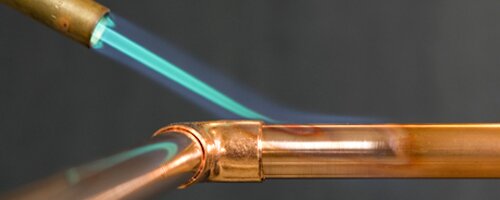
Branders: Voor branders kan zowel butaan als propaan (gas) gebruikt worden. Butaan geeft een vlam van ca. 1400 °C. Voor propaan ligt dat op ca. 1700 °C. Propaan is een zeer explosief gas. Het is zwaarder dan lucht en zal zich bij een lekkage ongemerkt over de vloer verspreiden. Het heeft geen last van drukverval bij lage omgevingstemperatuur (zoals bij butaan het geval is). Turbo-branders waarbij lucht op een speciale manier wordt aangezogen en met het gas vermengd, bereiken een vlamtemperatuur van ca. 2000 °C. Mengbranders voor zuivere zuurstof met butaan of propaan kunnen een vlamtemperatuur van ca. 2800 °C bereiken.
Tip: Het heetste gedeelte van de gasvlam ligt ongeveer in het midden, voor de punt van de middelste vlamkegel. Afhankelijk van butaan of propaan is de temperatuur 1400 °C of 1700 °C.
Eisen voor een goede soldeerverbinding
Gebruik in de eerste plaats de goede combinatie van soldeer en vloeimiddel afgestemd op de te solderen metalen. Voor een goede uitvloeiing moeten de soldeervlakken zo nauwkeurig mogelijk op elkaar aansluiten (met een spleet breedte van 0,1 a 0,3 mm voor zachtsoldeer en kleiner dan 0,1 mm voor hardsoldeer).
Hoe groter het soldeervlak (overlapping) des te sterker is de verbinding. Schuur de te solderen oppervlakken goed schoon en ontvet ze (schuurkrassen verhogen de sterkte van de verbinding). Breng het vloeimiddel aan voordat de delen worden samengevoegd. Daarna het werkstuk zoveel verhitten dat het soldeer erop tot smelten kan worden gebracht. Let op dat het soldeer de gehele naad doorvloeit. Laat het werkstuk rustig afkoelen en verwijder de restanten vloeimiddel met een vochtige doek.





